|
|
| Строка 1: |
Строка 1: |
| | [[Файл:Пример вакуумной формовки пластика.jpg|мини|Пример вакуумной формовки пластика]] |
| ==Описание== | | ==Описание== |
|
| |
|
| Строка 32: |
Строка 33: |
| == Технология производства== | | == Технология производства== |
|
| |
|
| Процесс вакуумного формования включает следующие этапы: | | Особенностью метода вакуумной формовки является возможность протекания производственного процесса с невысоким отрицательным давлением. Такие процессы не требуют наличия мощного оборудования, высокопрочных матричных форм и значительных расходов энергоносителей. Вследствие этого производство считается экономным, а готовые изделия имеют низкую себестоимость. |
| | |
| | Широкие возможности для применения автоматизированных производственных процессов позволяют наладить непрерывный цикл изготовления продукции самого различного назначения. Немаловажную роль играет и то, что для формовки используются готовые листовые материалы, не требующие глубокой переработки сырья. |
| | |
| | '''Процесс вакуумного формования включает следующие этапы''': |
| * нагревание формуемого материала до температуры, при которой он способен изменять форму без значительного изменения своих характеристик, то есть до температуры пластичности; | | * нагревание формуемого материала до температуры, при которой он способен изменять форму без значительного изменения своих характеристик, то есть до температуры пластичности; |
| * формование на специальной оснастке (вакуумной форме) под действием вакуума; | | * формование на специальной оснастке (вакуумной форме) под действием вакуума; |
| Строка 39: |
Строка 44: |
| * механическая обработка (обрезка кромок). | | * механическая обработка (обрезка кромок). |
|
| |
|
| | ==Услуги формовки в компании "Промдизайн"== |
| | [[Файл:Возможности оборудования компании "Промдизайн".jpg|мини|Возможности оборудования компании "Промдизайн"]] |
|
| |
|
| | В компании «Промдизайн» имеется 4 вида оборудования для формовки. |
| | {| class="wikitable" |
| | |- |
| | ! Формовочное оборудование !! Размер рабочего поля - а, мм !! Размер рабочего поля - b, мм !! Размер заготовки пластика, мм !! Максимальная высота форм/деталей - h, мм |
| | |- |
| | | Камера 1 || 450 || 700 || 755*505 || до 140 |
| | |- |
| | | Камера 2 || 920 || 1420 || 1509*1009 || до 90 |
| | |- |
| | | Камера 3 || 1350 || 1850 || 2000*1500 || до 300 |
| | |- |
| | | Камера 4 || 1800 || 2800 || 3050*2050 || до 400 |
| | |} |
|
| |
|
| Особенностью метода вакуумной формовки является возможность протекания производственного процесса с невысоким отрицательным давлением. Такие процессы не требуют наличия мощного оборудования, высокопрочных матричных форм и значительных расходов энергоносителей. Вследствие этого производство считается экономным, а готовые изделия имеют низкую себестоимость. Широкие возможности для применения автоматизированных производственных процессов позволяют наладить непрерывный цикл изготовления продукции самого различного назначения. Немаловажную роль играет и то, что для формовки используются готовые листовые материалы, не требующие глубокой переработки сырья.
| |
|
| |
| Стандартный метод вакуумной формовки состоит из нескольких этапов, включающих в себя: фиксацию заготовки на матрице; нагрев полимерного листа; предварительное растяжение листа; откачку воздуха из матрицы и вдавливание заготовки; охлаждение материала; извлечение изделия из матрицы; окончательную доработку изделия. Для того чтобы понять, что представляет собой вакуумная формовка пластика, необходимо подробно рассмотреть все стадии производственного процесса.
| |
|
| |
| '''Фиксация'''
| |
|
| |
| Зажимная рама должна быть достаточно мощной, чтобы обеспечить надёжное закрепление заготовки в процессе формования. Зажим должен справляться с толстым материалом – до 6 мм для станков с одним нагревательным элементом и до 10 мм для оборудования с двойным нагревателем. В автоматизированном процессе работа движущихся частей должна быть защищена, чтобы избежать случайного повреждения изделия.
| |
|
| |
| '''Нагрев заготовки'''
| |
|
| |
| Главной особенностью этого этапа работ является обеспечение равномерного прогрева всего объема заготовки, так как в противном случае плотного прилегания материала к форме матрицы добиться не удастся. В технологии вакуумной формовки для нагрева заготовок применяются, как правило, инфракрасные излучатели и кварцевые лампы. Общая площадь поверхности заготовки делится на несколько зон, каждая из которых нагревается отдельным элементом, а температура нагрева контролируется при помощи специальных пирометров. Данные о температуре обрабатываются компьютерной системой для своевременной корректировки разницы нагрева различных участков заготовки. До окончания процесса нагрева лист полимера должен сохранять свое первоначальное положение. Провисание пластика фиксируется фотоэлектрическим сканером, после чего система дает команду, и в аппарат подается воздух для корректировки формы заготовки. Благодаря этому исключается возможность разрыва материала.
| |
|
| |
| '''Контроль положения листа'''
| |
|
| |
| На устройство обычно устанавливается фотоэлектрический датчик для сканирования пространства между нижним нагревателем и листом пластика. Если в процессе нагревания лист провисает и разрывает луч, в камеру вводится небольшое количество воздуха, поднимающего лист и останавливающего провисание.
| |
|
| |
| '''Предварительный раздув листа (пузырь)'''
| |
|
| |
| После того, как пластик достиг своей температуры формования или «пластичного» состояния, он может быть предварительно растянут – с тем, чтобы обеспечить будущему изделию равномерную толщину стенки. Предварительный раздув листового пластика для вакуумной формовки – полезная функция при глубокой вытяжке деталей с минимальным углом уклона и высокой поверхностью пресс-формы. Способ управления высотой «пузыря» должен быть таким, чтобы можно было получить постоянный результат.
| |
|
| |
| '''Откачка воздуха и вдавливание заготовки'''
| |
|
| |
| После предварительного нагрева и растяжения закрепленной заготовки из аппарата для формовки производится откачка воздуха вакуумным насосом. При снижении давления внутри аппарата полимерный материал, достигший состояния пластичности, начинает облегать форму матрицы. В зависимости от требований, предъявляемых к конечному продукту, технология вакуумной формовки, может совмещаться с технологией штампования при помощи пуансона. В этом случае помимо откачки воздуха на заготовку сверху воздействует специальная конструкция, профиль которой повторяет поверхность матрицы. Комбинацией этих методов можно добиться максимальной точности заданных форм деталей, а также обеспечить равномерное распределение полимерного материала по поверхности матрицы, полностью исключив образование складок и участков с различной толщиной.
| |
|
| |
| '''Охлаждение изделия и извлечение из матрицы'''
| |
|
| |
| Во избежание повреждения детали при извлечении из матрицы необходимо дождаться полного остывания материала. Если применяемое для процесса вакуумная формовка пластика оборудование оснащено системами воздушного охлаждения, время остывания изделий может быть сокращено на 20-30%. Для изготовления наиболее ответственных деталей вакуумные матрицы оснащаются системами управления температурными процессами. Наличие таких систем позволяет добиваться равномерного охлаждения изделия, что способствует повышению его эксплуатационных качеств. Извлечение остывшей детали из матрицы происходит под воздействием создаваемого внутри давления.
| |
|
| |
| '''Обрезка и отделка'''
| |
|
| |
|
| После того как сформованное изделие остудили и извлекли из матрицы для вукуумной формовки, удаляются излишки материала. Затем в нём сверлят необходимые отверстия, щели и делают прорези. Также постобработка включает в себя отделку, печать, укрепление и сборку.
| |
|
| |
|
| Для того чтобы отделить изделие от листа, используются различные способы обрезки. Выбор оборудования в значительной степени зависит от типа разреза, размера самого изделия, коэффициента вытяжки, толщины материала и объёмов производства. Также это факторы, которые следует учитывать при определении инвестиционной стоимости необходимого оборудования.
| | Материалы, которые используются для формовки: |
|
| |
|
| Тонкие части детали, как правило, обрезаются на механическом обрезном прессе, который ещё называют роллер-прессом. Тяжёлые изделия извлекаются из пресс-формы, помещаются в зажимы и обрабатываются при помощи специального оборудования: горизонтальной или вертикальной ленточной пилы, ручного строгально-шлифовального станка либо 3-х, 4-х или 5-ти осевого фрезерного станка.
| | {| class="wikitable" |
| | |- |
| | ! Материал !! Толщина листа |
| | |- |
| | | [[Акрил (оргстекло)|Акрил (оргстекло)]] || 1,5-4,0 мм |
| | |- |
| | | [[Монолитный поликарбонат|Монолитный поликарбонат]] || 1,0-3,0 мм |
| | |- |
| | | [[ABS|Полистирол/ABS]] || 2,0-5,0 мм |
| | |- |
| | | [[ПЭТ листовой|ПЭТ]] || 1,0-3,0 мм |
| | |} |

Пример вакуумной формовки пластика
Описание
Вакуумной формовкой называется процесс производства серийных или единичных изделий из листовых полимерных материалов путем придания им формы матрицы под воздействием температуры и вакуума. В процессе производства изделия лист пластика нагревается до температуры размягчения и плотно облегает поверхность матрицы за счет создания отрицательного давления.
За счет относительно невысокой стоимости технологической оснастки, данная технология оказывается крайне привлекательной при изготовлении партий изделий от 10 до 5000 шт., а иногда и до 30.000 шт.
Материалы для формовки
Практически все термопласты могут выпускаться в листовой форме и, следовательно, подвергаться процессу формования. Наиболее часто используемые материалы для вакуумной формовки:
- полиэтилентерефталат;
- поликарбонат;
- полипропилен;
- полиэтилен (также вспененный);
- полиметилметакрилат;
- поливинилхлорид.
Назначение
В качестве примеров изделий вакуумной формовки можно назвать:
- ванны и поддоны для душа;
- стаканчики для йогурта;
- боксы для перевозки лыж;
- корпусы лодок;
- предохранители для оборудования;
- автомобильные внутренние панели;
- внутренние панели для холодильников;
- коробки для сэндвичей;
- детали для кабин транспортных средств;
- наружные вывески.
Технология производства
Особенностью метода вакуумной формовки является возможность протекания производственного процесса с невысоким отрицательным давлением. Такие процессы не требуют наличия мощного оборудования, высокопрочных матричных форм и значительных расходов энергоносителей. Вследствие этого производство считается экономным, а готовые изделия имеют низкую себестоимость.
Широкие возможности для применения автоматизированных производственных процессов позволяют наладить непрерывный цикл изготовления продукции самого различного назначения. Немаловажную роль играет и то, что для формовки используются готовые листовые материалы, не требующие глубокой переработки сырья.
Процесс вакуумного формования включает следующие этапы:
- нагревание формуемого материала до температуры, при которой он способен изменять форму без значительного изменения своих характеристик, то есть до температуры пластичности;
- формование на специальной оснастке (вакуумной форме) под действием вакуума;
- охлаждение на этой же оснастке до температуры, при которой конфигурация отформованного изделия приобретает стабильные размеры (до температуры ниже температуры теплостойкости);
- снятие изделия с вакуумной формы со стабильными размерами;
- механическая обработка (обрезка кромок).
Услуги формовки в компании "Промдизайн"
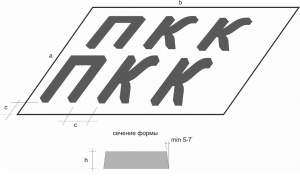
Возможности оборудования компании "Промдизайн"
В компании «Промдизайн» имеется 4 вида оборудования для формовки.
| Формовочное оборудование |
Размер рабочего поля - а, мм |
Размер рабочего поля - b, мм |
Размер заготовки пластика, мм |
Максимальная высота форм/деталей - h, мм
|
| Камера 1 |
450 |
700 |
755*505 |
до 140
|
| Камера 2 |
920 |
1420 |
1509*1009 |
до 90
|
| Камера 3 |
1350 |
1850 |
2000*1500 |
до 300
|
| Камера 4 |
1800 |
2800 |
3050*2050 |
до 400
|
Материалы, которые используются для формовки:

